16 Mar
Difference Between Stone Wash and Enzyme Wash in Denim Processing
Learn the difference between stone wash and enzyme wash in denim processing. Understand washing methods, advantages, and common denim washing defects.
Difference Between Stone Wash and Enzyme Wash in Denim
Stone washing and enzyme washing represent two widely used techniques in denim garment finishing. Both methods create faded and worn effects on denim fabric. Garment washing factories select these processes based on the desired appearance, production cost, and fabric performance.
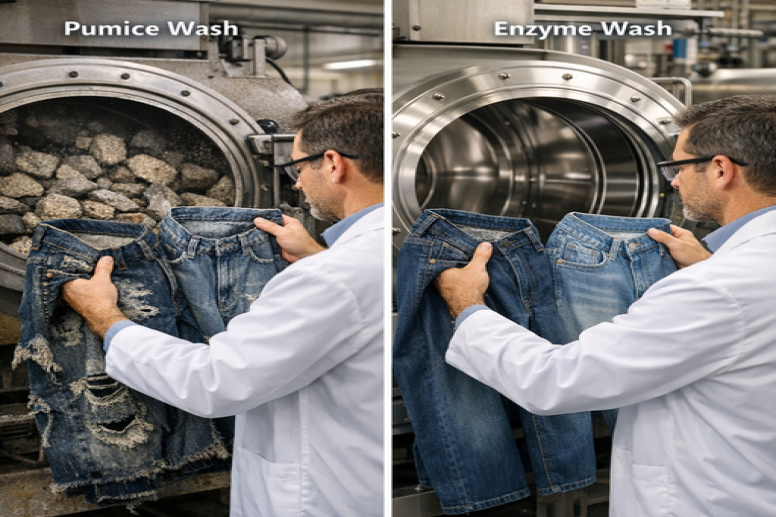
The stone wash method uses pumice stones to create abrasion on denim surfaces. The enzyme wash process uses cellulase enzymes to remove surface fibers and produce fading effects. Understanding the difference between these processes helps garment manufacturers control quality and reduce denim washing defects.
What Is Stone Wash in Denim Processing
Stone washing represents a mechanical washing technique used in denim garment finishing. In this method, pumice stones are added into industrial washing machines together with denim garments.
During washing, the stones rub against the fabric surface and remove indigo dyed fibers. This mechanical abrasion produces the classic worn and faded denim appearance.
Main characteristics of stone washing include:
mechanical abrasion using pumice stones
strong fading effects on garment surface
rough vintage style appearance
higher fabric abrasion during processing
Although stone washing produces attractive effects, the process may create several indigo dye washing problems if not controlled properly.
What Is Enzyme Wash in Denim Processing
The enzyme wash process uses cellulase enzymes instead of stones to remove surface fibers from cotton denim fabric.
During enzyme washing, the cellulase enzyme reacts with cotton cellulose on the fabric surface. The reaction weakens the outer fiber layer, which then detaches during washing agitation.
Main characteristics of enzyme washing include:
biological treatment using cellulase enzymes
controlled removal of surface fibers
smooth fading effect
improved fabric softness
The enzyme wash process reduces mechanical damage compared with traditional stone washing.
Key Differences Between Stone Wash and Enzyme Wash
Several technical differences exist between the two denim washing methods.
Washing Mechanism
Stone washing relies on mechanical abrasion created by pumice stones.
Enzyme washing relies on biochemical action between cellulase enzymes and cotton fibers.
Fabric Damage
Stone washing causes higher fiber damage due to strong abrasion.
Enzyme washing produces controlled fiber removal with less fabric damage.
Equipment Wear
Pumice stones cause damage to washing machines and increase maintenance cost.
The enzyme wash process reduces equipment wear because stones are not used.
Process Control
Stone washing produces less predictable results because abrasion depends on stone movement.
Enzyme washing allows better control of washing parameters such as temperature, pH, and time.
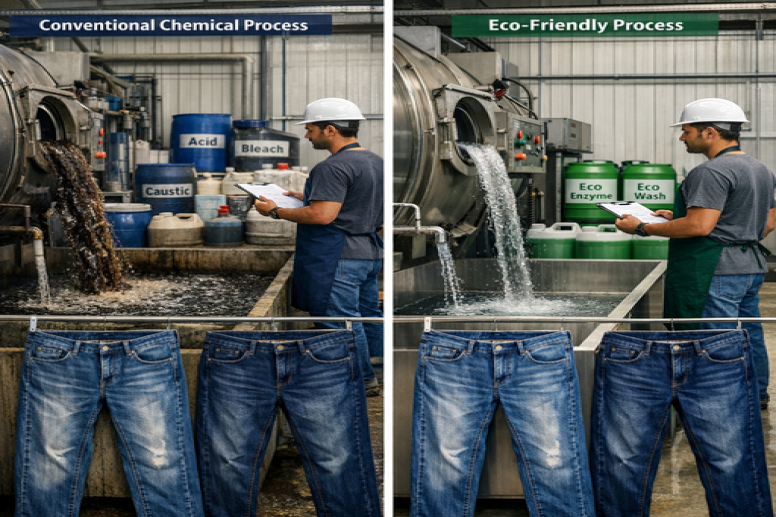
Environmental Impact
Stone washing generates solid waste from broken pumice stones.
The enzyme wash process produces less environmental waste.
Common Denim Washing Defects in Stone and Enzyme Washing
Both washing methods may create quality problems when process control is poor.
Typical defects include:
uneven fading across garments
excessive shade loss
back staining caused by loose indigo dye particles
staining on pocket bags and sewing threads
rough fabric surface
These indigo dye washing problems often occur when washing parameters or chemical auxiliaries are not properly controlled.
Advantages of Enzyme Wash Compared With Stone Wash
Modern garment washing factories increasingly prefer enzyme washing because of several advantages.
Major advantages include:
improved fabric softness
reduced mechanical damage to garments
lower machine maintenance cost
better control of fading effects
reduced solid waste generation
These benefits make enzyme washing more suitable for large scale denim production.
Conclusion
Stone wash and enzyme wash represent two different techniques used to create faded effects in denim garments. Stone washing relies on mechanical abrasion using pumice stones, while the enzyme wash process uses cellulase enzymes to remove surface fibers.
Although stone washing produces strong vintage effects, enzyme washing offers better process control and reduces denim washing defects and indigo dye washing problems. Many modern garment washing factories now prefer enzyme washing because of its efficiency, fabric protection, and environmental advantages.