11 Mar
Water Hardness Effect on Dyeing Process in Knit Fabric Dyeing
Learn how water hardness affects textile dyeing processes and how engineers control metal ions to improve dyeing efficiency and fabric quality.
Water Hardness Effect on Dyeing Process
Water remains the primary medium in textile dyeing operations. Knit dyeing mills consume large volumes of water during scouring, bleaching, dyeing, and washing processes. Water quality strongly influences chemical reactions, dye performance, and fabric quality.
Hard water contains dissolved minerals such as calcium and magnesium. These minerals interfere with textile chemicals and disturb dye bath stability.
Textile engineers must monitor water hardness and apply proper treatment methods to maintain stable dyeing performance and consistent shade results.
What Is Water Hardness
Water hardness refers to the concentration of dissolved metal ions present in water. The most common hardness ions found in industrial water sources include
Calcium ions
Magnesium ions
Iron ions
These ions enter textile dyeing processes through groundwater sources, untreated industrial water, and contaminated pipelines.
Hard water reacts with dyes and auxiliaries and reduces chemical efficiency during dyeing.
Types of Water Hardness
Water hardness generally appears in two forms.
Temporary Hardness
Temporary hardness results from dissolved bicarbonates of calcium and magnesium. Heating water removes this type of hardness through precipitation.
Permanent Hardness
Permanent hardness results from sulfates and chlorides of calcium and magnesium. Chemical treatment remains necessary to remove these ions.
Permanent hardness creates more challenges in textile dyeing operations.
Impact of Hard Water on Dyeing Chemistry
Hard water influences several chemical reactions inside the dye bath.
Reaction with Textile Auxiliaries
Calcium and magnesium ions react with anionic auxiliaries such as wetting agents and detergents. This reaction reduces chemical activity and decreases process efficiency.
Precipitation of Chemicals
Metal ions form insoluble salts with certain chemicals. These deposits accumulate on fabric surfaces and dyeing machines.
Reduced Dye Solubility
Hard water decreases dye solubility and prevents uniform dye dispersion inside the dye bath.
These reactions disturb dyeing performance.
Effect on Reactive Dyeing of Cotton Knit Fabrics
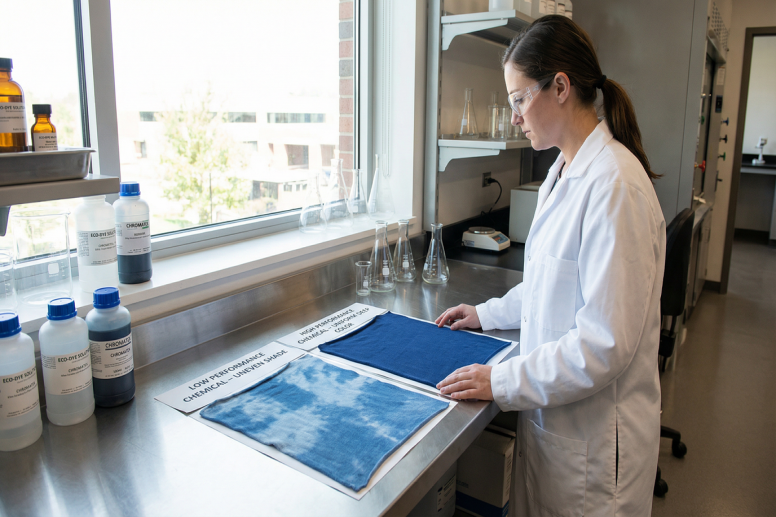
Reactive dyeing remains sensitive to water quality. Hard water creates several technical problems in reactive dyeing processes.
Common effects include
Uneven dye absorption
Shade variation across fabric
Reduced color yield
Dye precipitation in dye bath
Fabric stains or spotting
These issues reduce production efficiency and increase reprocessing cost.
Impact on Pretreatment Processes
Water hardness also affects pretreatment stages such as scouring and bleaching.
During scouring, metal ions react with detergents and reduce cleaning efficiency. This results in incomplete removal of oils, wax, and impurities from cotton fibers.
Poor pretreatment leads to uneven dye penetration during subsequent dyeing stages.
Engineering Solutions for Hard Water Problems
Textile engineers apply several solutions to control water hardness in dyeing mills.
Sequestering Agents
Sequestering agents bind calcium and magnesium ions and prevent unwanted chemical reactions.
These auxiliaries maintain stable dye bath conditions and improve dye performance.
Water Softening Systems
Industrial water softening equipment removes hardness ions before water enters the dyeing process.
Common methods include
Ion exchange systems
Reverse osmosis filtration
Chemical precipitation treatment
Regular Water Quality Monitoring
Laboratory testing helps engineers measure hardness levels and adjust chemical dosage accordingly.
Continuous monitoring ensures stable water quality during production.
Recommended Hardness Level for Dyeing
Most textile dyeing processes require low hardness levels for stable chemical performance.
Typical recommended range
Below 50 ppm for sensitive dyeing processes
Below 100 ppm for general dyeing operations
Maintaining these limits supports consistent dyeing quality.
Benefits of Water Hardness Control
Proper water management improves dyeing efficiency and fabric quality.
Key advantages include
Stable dye bath performance
Higher color yield
Uniform shade development
Reduced chemical consumption
Lower fabric rejection rate
These improvements strengthen overall dyeing productivity.
Conclusion
Water hardness remains a critical factor in textile dyeing operations. Calcium and magnesium ions interfere with textile auxiliaries, reduce dye solubility, and create shade variation during dyeing.
Textile engineers must monitor water quality, apply sequestering agents, and implement effective water treatment systems to control hardness levels.
Proper water management ensures stable dyeing performance and consistent production of high quality knit fabrics.