12 Mar
Case Study: Cost Reduction in Knit Dyeing Using Sequestering Agent
Case study explaining how a knit dyeing mill reduced chemical cost and improved dyeing stability using sequestering agents for water hardness control.
Case Study: Cost Reduction in Knit Dyeing Using Sequestering Agent
Chemical cost remains a major operational expense in knit dyeing mills. Water quality often affects dyeing performance and chemical efficiency. Hard water containing calcium and magnesium ions interferes with dyes and auxiliaries.
This case study explains how a knit dyeing mill reduced chemical consumption and improved dyeing stability through proper use of a sequestering agent.
The case provides practical insights useful for textile engineers responsible for process optimization.
Background of the Dyeing Mill
A knit dyeing facility processed cotton single jersey fabrics for export garments. The plant used soft flow dyeing machines with batch sizes between 400 kg and 700 kg.
The mill relied on underground water sources for dyeing operations. Water hardness remained relatively high due to dissolved calcium and magnesium ions.
The dyeing team observed several operational problems linked to water quality.
Major issues included
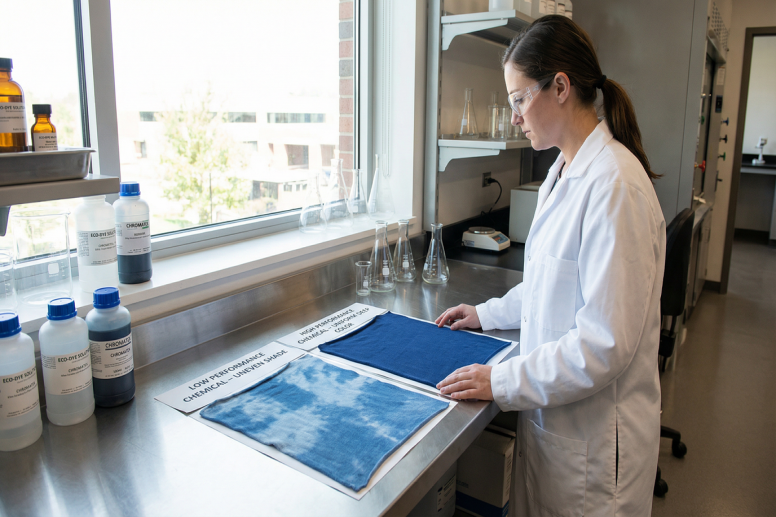
inconsistent dye shade across production batches
dye precipitation in dye bath
excessive chemical dosage requirement
increased washing chemical consumption
These issues raised overall dyeing cost.
Process Investigation
The dyeing engineering team conducted laboratory testing of the process water.
Water analysis revealed
high calcium concentration
moderate magnesium content
total hardness level above recommended limits for reactive dyeing
Metal ions reacted with anionic auxiliaries and reactive dyes inside the dye bath. This reaction reduced dye solubility and caused uneven dye distribution.
The mill required a chemical solution to control metal ion interference.
Implementation of Sequestering Agent
The technical team introduced a high efficiency sequestering agent during dye bath preparation.
The auxiliary worked by binding calcium and magnesium ions and forming stable complexes. These complexes prevented metal ions from reacting with dyes and auxiliaries.
Process adjustments included
addition of sequestering agent at the beginning of the dye bath
correct dosage based on water hardness level
improved mixing and circulation during bath preparation
These steps stabilized dye bath chemistry.
Process Improvement
After implementing the sequestering agent, the dyeing process showed improved stability.
The auxiliary prevented unwanted reactions between metal ions and chemicals.
Operational improvements included
improved dye solubility
stable dye bath conditions
uniform dye distribution across fabric
These improvements increased dyeing efficiency.
Cost Reduction Results
The dyeing mill observed measurable cost savings after the process optimization.
Key results included
reduced reactive dye consumption
lower auxiliary chemical dosage
decreased re dyeing operations
improved first pass dyeing success
The mill reduced total chemical consumption per production batch.
Lower chemical usage reduced operational cost and improved profitability.
Technical Advantages of Sequestering Agents
Sequestering agents deliver several technical benefits in textile dyeing operations.
Important advantages include
control of calcium and magnesium ions
prevention of dye precipitation
improved compatibility of auxiliaries
improved dye bath stability
These benefits support efficient wet processing.
Engineering Lessons from the Case Study
Textile engineers must consider water quality as a key factor in dyeing process efficiency.
Important engineering practices include
regular testing of process water hardness
selection of appropriate sequestering auxiliaries
accurate chemical dosage control
early addition of sequestering agents in dye bath preparation
These steps prevent metal ion interference during dyeing.
Conclusion
Water hardness creates major challenges in knit dyeing operations by interfering with dyes and textile auxiliaries. The use of an appropriate sequestering agent helps control metal ions and stabilize dye bath chemistry.
This case study shows how proper auxiliary selection reduces chemical consumption, improves dyeing performance, and lowers operational cost in knit dyeing mills.