09 Mar
Chemicals Used in Knit Dyeing, List of Textile Auxiliaries for Dyeing Mills
Learn the main textile auxiliaries used in knit dyeing such as sequestering agents, leveling agents, wetting agents, and soaping agents for better dyeing performance.
List of Textile Auxiliaries Used in Knit Dyeing
Knit dyeing factories use different textile auxiliaries to control each stage of the dyeing process. Dyes provide color. Auxiliaries support dye performance and maintain stable production conditions.
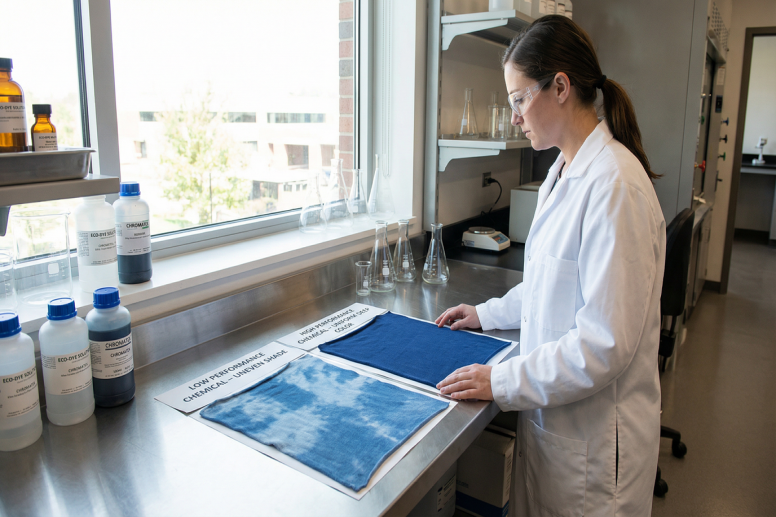
Textile auxiliaries used in knit dyeing improve dye penetration, control dye migration, remove impurities, and increase color fastness. Without these chemicals, dyeing mills face uneven shades, dye spots, and poor fabric quality.
Factories select auxiliaries based on fabric type, dye class, machine type, and water quality.
Major Textile Auxiliaries Used in Knit Dyeing
Several chemical categories support the knit dyeing process. Each auxiliary performs a specific function.
1. Sequestering Agent
Sequestering agents remove metal ions from water. Hard water contains calcium and magnesium salts which interfere with dyes and other chemicals.
These agents bind metal ions and stabilize the dye bath.
Functions
Prevent dye precipitation
Improve dye bath stability
Protect reactive dyes from metal contamination
Typical dosage
0.5 to 1.0 g/l depending on water hardness.
Application stage
Pretreatment and dyeing process.
2. Wetting Agent
Cotton knit fabric contains natural wax and oil. These substances reduce water absorption during pretreatment and dyeing.
Wetting agents reduce water surface tension and improve fabric wetting.
Functions
Improve water penetration
Ensure uniform chemical absorption
Increase process efficiency
Typical dosage
0.5 to 2.0 g/l.
Application stage
Scouring and bleaching process.
3. Detergent or Scouring Agent
Scouring agents remove natural impurities from cotton fabric. These impurities include oils, wax, and dirt.
Clean fabric surface allows dyes to penetrate evenly during dyeing.
Functions
Remove oils and impurities
Improve fabric absorbency
Prepare fabric for dyeing
Typical dosage
1.0 to 3.0 g/l.
Application stage
Pretreatment stage before dyeing.
4. Leveling Agent
Leveling agents control dye absorption during the dyeing process. Reactive dyes absorb quickly on cotton fiber. Rapid absorption creates uneven shade.
Leveling agents slow dye uptake and allow dyes to migrate across the fabric.
Functions
Improve dye distribution
Prevent patchy dyeing
Reduce shade variation
Typical dosage
0.5 to 1.5 g/l.
Application stage
Reactive dyeing process.
5. Anti Creasing Agent
Knit fabrics move continuously inside dyeing machines. High temperature and pressure create fabric creases.
Anti creasing agents lubricate the fabric surface and reduce friction.
Functions
Prevent crease marks
Improve fabric movement in dyeing machine
Maintain fabric appearance
Typical dosage
0.5 to 1.0 g/l.
Application stage
Dyeing stage.
6. Dispersing Agent
Dispersing agents keep dyes evenly suspended in the dye bath. These chemicals prevent dye particles from forming clusters.
Functions
Improve dye stability
Prevent dye agglomeration
Maintain uniform dye distribution
Application stage
Main dyeing stage.
7. Soaping Agent
After reactive dyeing, unfixed dye remains on the fabric surface. This loose dye affects wash fastness and causes staining during washing.
Soaping agents remove unfixed dye effectively.
Functions
Remove hydrolyzed dye
Improve wash fastness
Produce clean shade
Typical dosage
0.5 to 1.5 g/l.
Application stage
After dyeing during washing stage.
8. Fixing Agent
Fixing agents improve dye fixation on fiber molecules. These chemicals increase durability of dyed fabric.
Functions
Improve wash fastness
Improve rubbing fastness
Reduce color bleeding
Application stage
After washing process.
9. Silicone Softener
Softener chemicals improve fabric handle and softness. Knit garments require smooth and comfortable touch.
Silicone softeners create a soft surface layer on the fabric.
Functions
Improve fabric softness
Enhance smooth handle
Increase garment comfort
Application stage
Finishing stage.
Why Correct Auxiliary Selection Matters
Textile auxiliaries influence dyeing performance and production cost. Incorrect chemical selection causes several dyeing problems.
Common problems in knit dyeing
Shade variation
Uneven dyeing
Crease marks
Poor wash fastness
High reprocessing cost
Technical teams in dyeing factories select auxiliaries carefully to maintain stable production results.
Environmental Compliance in Textile Auxiliaries
Modern textile production follows strict environmental regulations. Many international buyers require certified chemicals.
Common certifications for textile auxiliaries
ZDHC compliance
OEKO TEX approval
GOTS standard
Bluesign certification
These certifications confirm safe chemical use and support sustainable textile production.
Conclusion
Textile auxiliaries play a critical role in knit dyeing operations. Each chemical supports a specific stage of the dyeing process and helps factories achieve stable color results and high fabric quality.
Correct auxiliary selection improves dye performance, reduces dyeing defects, and lowers production cost. Dyeing mills maintain efficient production when technical teams control chemical dosage and follow proper dyeing procedures.