11 Mar
Future of Sustainable Textile Auxiliaries in Knit Dyeing
Explore the future of sustainable textile auxiliaries, including bio based chemicals, enzyme technology, and low temperature dyeing solutions for textile mills.
Future of Sustainable Textile Auxiliaries
Environmental responsibility has become a central requirement in textile manufacturing. Global brands, regulators, and consumers demand safer chemical management and reduced environmental impact across textile supply chains.
Textile auxiliaries play a major role in wet processing stages such as scouring, bleaching, dyeing, and finishing. Traditional chemical formulations often generate wastewater pollution and energy consumption challenges.
Future developments in sustainable textile auxiliaries focus on improving chemical efficiency while reducing environmental impact. Textile engineers will lead this transition through process innovation and responsible chemical selection.
Drivers of Sustainable Chemical Innovation
Several global factors influence the development of sustainable textile auxiliaries.
Environmental Regulations
Governments and international organizations enforce strict limits on hazardous chemical discharge. Chemical manufacturers respond by developing safer and compliant formulations.
Brand Sustainability Programs
Global apparel brands require chemical compliance through initiatives such as Zero Discharge of Hazardous Chemicals Foundation. Textile mills must adopt approved chemical formulations to maintain supply chain access.
Resource Efficiency
Textile production consumes large volumes of water and energy. Sustainable auxiliaries support reduced resource consumption during wet processing.
These factors accelerate innovation in textile chemistry.
Bio Based Chemical Technology
Future textile auxiliaries increasingly use renewable raw materials derived from plant sources or biotechnology.
Bio based surfactants and polymers reduce dependence on petroleum based chemicals and improve biodegradability.
Examples include
plant derived wetting agents
bio based dispersing agents
renewable polymer softeners
These chemicals support environmentally responsible processing.
Enzyme Based Textile Auxiliaries
Enzyme technology continues to expand in textile wet processing.
Enzymes perform specific chemical reactions under mild processing conditions. This reduces energy consumption and chemical load.
Applications include
enzymatic desizing
bio scouring of cotton
enzymatic polishing of knit fabrics
These processes improve sustainability while maintaining fabric quality.
Low Temperature Dyeing Chemistry
Traditional dyeing processes require high temperature and long processing cycles. Sustainable auxiliaries focus on reducing temperature requirements and processing time.
Low temperature dyeing chemicals provide
improved dye penetration at lower temperatures
reduced steam and energy consumption
shorter dyeing cycles
This approach lowers environmental impact and production cost.
Advanced Chemical Formulations
Modern textile auxiliaries increasingly use advanced molecular design to improve chemical efficiency.
High performance formulations provide
lower chemical dosage requirements
stronger compatibility with dyes
improved stability under process conditions
These improvements reduce chemical consumption and wastewater load.
Digital Chemical Management Systems
Future textile dyeing operations integrate digital tools to manage chemical performance.
Digital systems support
real time chemical dosage monitoring
process parameter optimization
predictive maintenance of dyeing machines
These technologies allow engineers to maintain efficient chemical usage and stable dyeing processes.
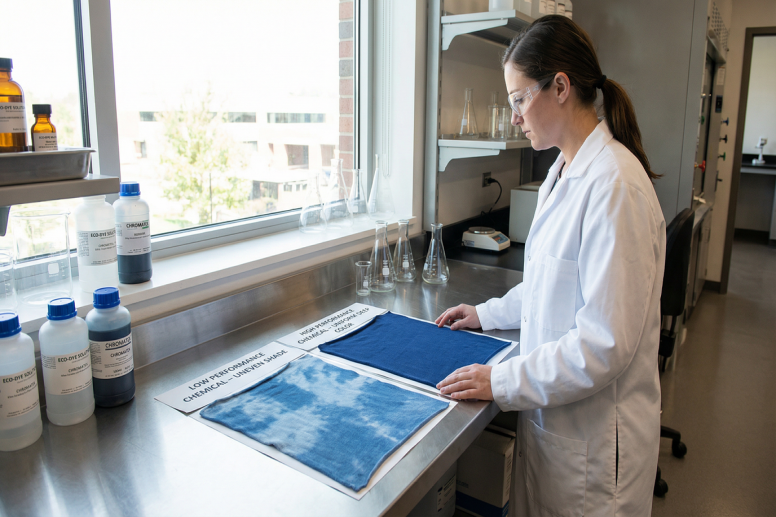
Role of Textile Engineers in Sustainable Innovation
Textile engineers play a key role in adopting new sustainable chemical technologies.
Key responsibilities include
evaluation of eco friendly auxiliaries
laboratory trials for process validation
monitoring chemical compatibility with dyes
optimization of dyeing parameters
Engineering expertise ensures successful implementation of sustainable solutions.
Benefits for Textile Dyeing Mills
Adoption of sustainable textile auxiliaries delivers long term advantages.
Key benefits include
reduced environmental impact
improved wastewater quality
compliance with global brand requirements
improved process efficiency
stronger market competitiveness
These improvements support responsible textile production.
Conclusion
The future of textile auxiliaries centers on sustainable chemical innovation. Bio based chemicals, enzyme technology, and advanced formulations support environmentally responsible dyeing processes.
Textile engineers who adopt sustainable auxiliaries strengthen production efficiency, meet global compliance standards, and contribute to long term environmental protection in textile manufacturing.