01 Apr
Textile Auxiliaries Used in Woven Dyeing
List of Textile Auxiliaries Used in Woven Dyeing
Quick Answer for Decision Makers
Woven dyeing needs seven core auxiliaries for stable production:
Sequestering agent controls water hardness
Wetting agent improves fabric penetration
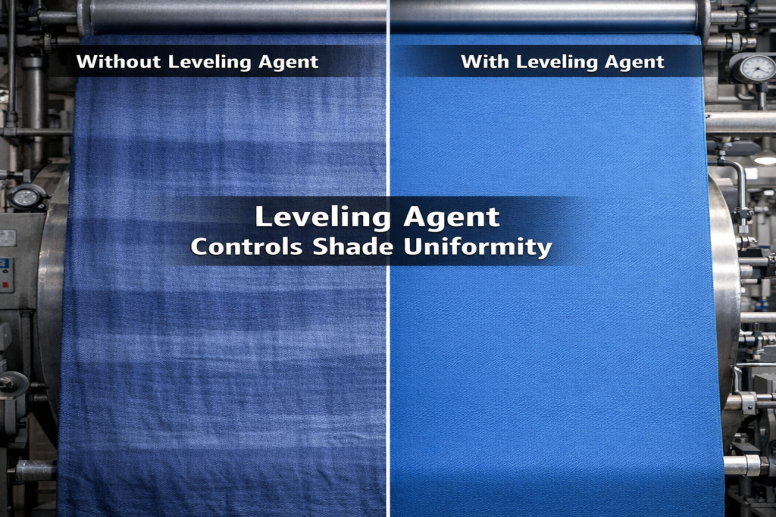
Leveling agent ensures even dyeing
Dispersing agent stabilizes dye particles
Anti-creasing agent prevents crease marks
Soaping agent removes unfixed dye
Fixing agent improves wash fastness
Using the correct combination reduces shade variation, cuts reprocessing, and lowers total cost per meter.
Why Textile Auxiliaries Matter in Woven Dyeing
Woven fabrics have tight construction. Liquor flow is restricted. Dye penetration becomes uneven without proper chemical support.
Auxiliaries help you:
Achieve uniform dyeing
Improve fastness properties
Reduce defects and rework
Control production cost
Core List of Textile Auxiliaries in Woven Dyeing
1. Sequestering Agent
Function: Binds metal ions like calcium and magnesium
Used in:
Pretreatment
Dye bath preparation
Key benefits:
Prevents dye precipitation
Improves shade reproducibility
Stabilizes chemical reactions
Best practice:
Dose based on water hardness level
Maintain consistent quality across batches
2. Wetting Agent
Function: Reduces surface tension for faster fabric wetting
Used in:
Desizing
Scouring
Dyeing
Key benefits:
Ensures uniform chemical penetration
Eliminates dry spots
Reduces process time
Best practice:
Select low-foam variant for continuous dyeing
Monitor dosage to avoid excess foam
3. Leveling Agent
Function: Controls dye absorption rate and migration
Used in:
Dyeing stage
Key benefits:
Prevents uneven dyeing
Improves shade uniformity
Reduces re-dyeing
Best practice:
Match with dye class such as reactive or disperse
Use controlled dosing for shade correction
4. Dispersing Agent
Function: Keeps dye particles evenly distributed
Used in:
Polyester and blended fabric dyeing
High temperature dyeing
Key benefits:
Prevents dye agglomeration
Reduces spotting and deposits
Improves color clarity
Best practice:
Use high-temperature stable dispersants
Ensure compatibility with dyes
5. Anti-Creasing Agent
Function: Reduces friction and fabric entanglement
Used in:
Jigger dyeing
Winch dyeing
Key benefits:
Prevents crease marks
Ensures smooth fabric movement
Maintains fabric quality
Best practice:
Apply before temperature rise
Maintain proper liquor ratio
6. Soaping Agent
Function: Removes unfixed dye after dyeing
Used in:
After-treatment
Key benefits:
Improves wash fastness
Prevents back staining
Enhances shade brightness
Best practice:
Use at high temperature for reactive dyes
Ensure sufficient washing cycles
7. Fixing Agent
Function: Enhances dye-fiber bonding
Used in:
Final treatment stage
Key benefits:
Increases wash fastness
Reduces color bleeding
Improves durability
Best practice:
Select formaldehyde-free products
Optimize dosage for fabric type
Batch vs Continuous Dyeing Chemical Strategy
Batch Dyeing
Higher use of leveling agents
Strong anti-creasing support
Flexible shade control
Continuous Dyeing
Strong wetting agents
Low foam chemicals
Stable and consistent dosing
Fabric Type Impact on Chemical Selection
Cotton woven: strong wetting and soaping agents
Polyester woven: dispersing agents and carriers
Blended fabric: balanced leveling system
Heavy fabric: penetration boosters and anti-creasing agents
Cost Control Using Textile Auxiliaries
Practical Actions
Reduce overdosing through lab trials
Use high concentration chemicals
Minimize reprocessing by improving first-time right rate
Optimize washing cycles
Example
Reducing re-dyeing by 2 percent in a bulk mill improves profit margin per month significantly.
Practical Industry Experience
Based on real mill operations:
Water hardness above 150 ppm increases shade variation risk
Poor wetting increases patchy dyeing in tight woven fabric
Low quality soaping reduces fastness even after multiple washes
Technical teams that monitor these parameters achieve stable production and lower cost.
Verified Data and Technical Benchmarks
Typical wetting agent dosage: 0.5 to 2 g/l
Sequestering agent: 0.5 to 1.5 g/l depending on water hardness
Soaping temperature for reactive dye: 90 to 98°C
Reprocessing cost impact: 3 to 8 percent of total dyeing cost in many mills
FAQ Section.
What chemicals are used in woven dyeing
Woven dyeing uses sequestering, wetting, leveling, dispersing, anti-creasing, soaping, and fixing agents to control each stage of processing.
Why is a wetting agent important in woven fabric
Woven fabric has tight structure. Wetting agents ensure uniform water and chemical penetration, which prevents patchy dyeing.
How does a leveling agent improve dyeing quality
Leveling agents slow down dye absorption and allow even distribution across fabric, which reduces shade variation.
What causes poor wash fastness in woven dyeing
Poor soaping and weak fixing agents lead to unfixed dye remaining on fabric, which reduces wash fastness.
How do textile auxiliaries reduce dyeing cost
They reduce reprocessing, improve first-time right production, and optimize chemical consumption.
Which auxiliary is used for polyester woven dyeing
Dispersing agents are essential for polyester dyeing to keep dye particles stable at high temperature.
Need chemical solution for your woven dyeing plant. Contact our technical team for process optimization and cost reduction support.