31 Mar
Complete Guide to Textile Auxiliaries in Woven Dyeing
Textile Auxiliaries in Woven Dyeing
Introduction
Woven dyeing demands control. Fabric structure is tight. Yarn tension is high. Chemical penetration becomes slower than knit fabric. Mills face issues like uneven dyeing, crease marks, low color yield, and high reprocessing cost.
Textile auxiliaries solve these problems. The right chemical selection improves dye uptake, reduces defects, and controls production cost.
This guide explains how auxiliaries work in woven dyeing and how mills use them to improve performance and profit.
What Are Textile Auxiliaries in Woven Dyeing
Textile auxiliaries are process chemicals used along with dyes to control each stage of fabric treatment.
They support:
Water quality control
Fabric wetting and penetration
Dye leveling and dispersion
Washing and fixation
Fabric protection during processing
Without auxiliaries, dyeing becomes unstable. Shade variation and rejection rate increase.
Role of Auxiliaries in Woven Processing
1. Pretreatment Stage
Goal: remove impurities and prepare fabric
Key auxiliaries:
Wetting agents improve water penetration in tight woven fabric
Sequestering agents bind hardness ions like calcium and magnesium
Detergents remove oil, wax, and size chemicals
Impact:
Better absorbency
Uniform dye uptake
Reduced patchy dyeing
2. Dyeing Stage
Goal: ensure even dye distribution
Key auxiliaries:
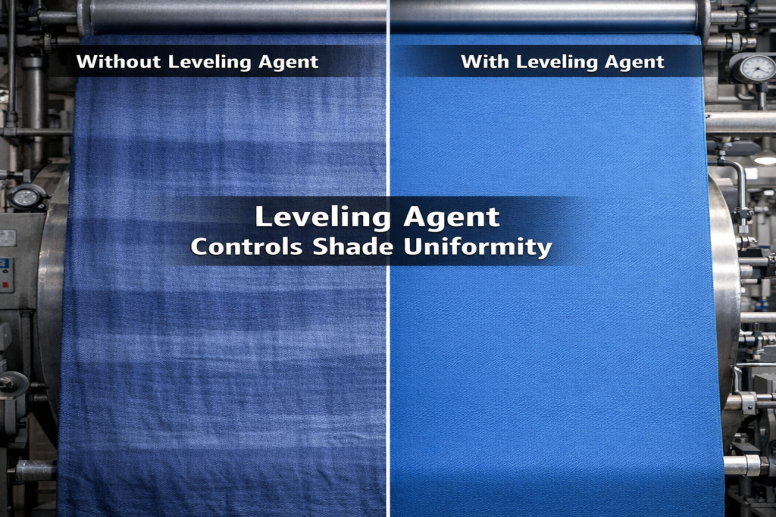
Leveling agents control dye absorption rate
Dispersing agents keep dye particles stable
Anti-creasing agents reduce fabric marks during movement
Impact:
Smooth shade development
Lower re-dyeing
Higher batch consistency
3. After-Treatment Stage
Goal: improve fastness and fabric quality
Key auxiliaries:
Soaping agents remove unfixed dye
Fixing agents improve wash fastness
Softeners enhance hand feel
Impact:
Improved color fastness
Better fabric appearance
Reduced customer complaints
Batch vs Continuous Dyeing. Chemical Selection Guide
Batch Dyeing
Used for small to medium production. Common machines include jigger, winch, and jet.
Characteristics:
Longer processing time
High liquor ratio
More control over shade
Chemical approach:
Higher use of leveling agents
Strong anti-creasing chemicals
Controlled dosing of auxiliaries
Best for:
Reactive dyeing
Small lot production
Shade matching work
Continuous Dyeing
Used for large volume production like sheeting and denim.
Characteristics:
Fast processing
Low liquor ratio
High production efficiency
Chemical approach:
Strong wetting agents for rapid penetration
Stabilizers for consistent chemical pickup
Low foam auxiliaries
Best for:
Pad dyeing
Bulk production
Consistent shade runs
Fabric Type Impact on Chemical Selection
Different woven fabrics require different auxiliary systems.
1. Cotton Woven Fabric
Challenges:
Natural impurities
Uneven absorbency
Chemical focus:
Strong wetting agent
Effective sequestering agent
High performance soaping agent
2. Polyester Woven Fabric
Challenges:
Hydrophobic surface
High temperature dyeing
Chemical focus:
Dispersing agent
Carrier or leveling agent
Anti-oligomer chemicals
3. Blended Fabrics
Challenges:
Different fiber behavior
Uneven dye uptake
Chemical focus:
Balanced leveling agent
Controlled dye migration
Dual-purpose auxiliaries
4. Heavy Fabric like Twill or Denim
Challenges:
Tight construction
Low penetration
Chemical focus:
High efficiency wetting agent
Penetration booster
Strong anti-creasing agent
Cost Control in Bulk Production
Chemical cost directly affects dyeing profit. Mills often focus only on price per kg. This leads to higher total cost.
Key Cost Control Strategies
1. Optimize Dosage
Use standard g/l range
Avoid overdosing
Monitor bath concentration
Example:
Reducing wetting agent from 2 g/l to 1.2 g/l in a 10-ton batch saves significant cost per month
2. Use High Performance Chemicals
Low price chemicals often increase:
Reprocessing
Shade correction
Water and energy use
High performance auxiliaries reduce total cost per meter
3. Reduce Re-Dyeing
Main causes:
Uneven dyeing
Poor fastness
Solution:
Use proper leveling and soaping agents
Maintain process control
4. Improve First-Time Right Production
Correct chemical selection
Stable process parameters
Skilled technical support
Impact:
Lower rejection rate
Faster delivery
Higher customer satisfaction
5. Water and Energy Saving
Efficient auxiliaries reduce:
Washing cycles
Heating time
Effluent load
This lowers total operational cost
Recommended Chemical System for Woven Dyeing
A balanced system includes:
Sequestering agent for water control
Wetting agent for penetration
Leveling agent for uniform dyeing
Anti-creasing agent for fabric protection
Soaping agent for cleaning
Fixing agent for fastness
Selection depends on:
Fabric type
Machine type
Dye class
Production volume
Conclusion
Woven dyeing requires precise chemical control. Fabric structure, machine type, and production scale all influence auxiliary selection.
Mills that focus on the right chemical system achieve:
Stable shade
Lower defects
Reduced cost
Higher production efficiency
Recommended Product
High performance woven dyeing auxiliaries designed for:
Better penetration
Controlled dyeing
Reduced reprocessing
Technical Support Offer
Process optimization for woven dyeing
Chemical dosage correction
Shade problem solving
Cost reduction planning
Need chemical solution for your woven dyeing plant. Contact our technical team.