02 Apr
Common Dyeing Problems in Woven Fabric and Chemical Solutions
Quick Answer for Production Teams
Woven dyeing defects come from poor pretreatment, wrong chemical selection, and unstable process control.
Main issues:
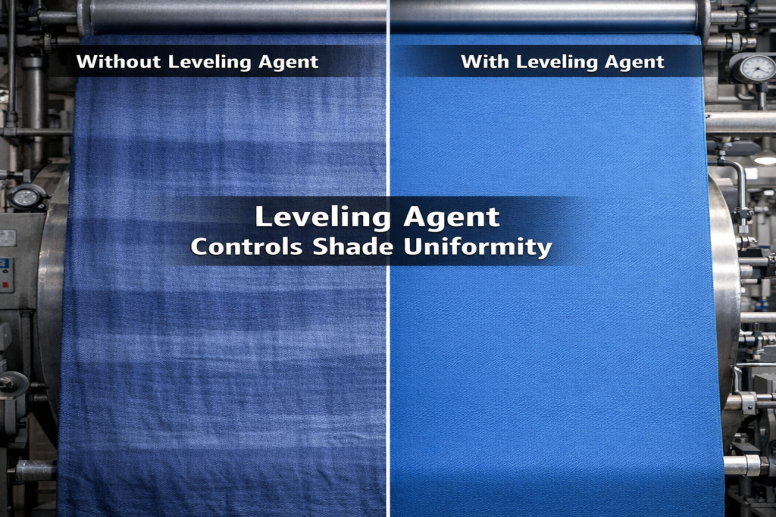
Uneven dyeing comes from poor wetting and low leveling control
Shade variation comes from hard water and dosing inconsistency
Crease marks come from fabric friction in machines
Poor fastness comes from weak soaping and fixation
Oil stains come from incomplete desizing and scouring
Correct auxiliary selection reduces re-dyeing, improves first-pass yield, and stabilizes bulk production.
Why Woven Dyeing Problems Occur
Woven fabric has:
Tight structure
Low absorbency
High tension during processing
Small chemical imbalance leads to visible defects in final fabric.
Key failure sources:
Pretreatment errors
Water hardness
Improper auxiliary dosage
Machine control variation
1. Uneven Dyeing
Cause
Poor wetting of fabric
Low leveling control
Rapid dye absorption
Inconsistent liquor flow
Chemical Solution
Wetting agent for fast penetration
Leveling agent for controlled dye migration
Sequestering agent for water stability
Result
Uniform shade across fabric
Reduced patchy appearance
Lower reprocessing rate
2. Shade Variation
Cause
Hard water ions interference
Wrong chemical dosing
Temperature fluctuation
Fabric batch inconsistency
Chemical Solution
Sequestering agent to control metal ions
Standardized leveling system
Controlled auxiliary dosing system
Result
Stable shade across batches
Improved reproducibility
Lower rejection rate
3. Crease Marks
Cause
Fabric entanglement in jigger or winch
High friction during movement
Poor lubrication in dye bath
Chemical Solution
Anti-creasing agent for lubrication
Proper liquor ratio control
Controlled machine loading
Result
Smooth fabric movement
No permanent fold marks
Better fabric appearance
4. Poor Fastness
Cause
Unfixed dye remaining on fabric
Weak washing process
Insufficient fixation
Chemical Solution
Strong soaping agent for dye removal
Fixing agent for dye-fiber bonding
Proper hot wash cycles
Result
Improved wash fastness
Reduced color bleeding
Better customer acceptance
5. Oil Stains
Cause
Incomplete desizing
Oil from weaving or handling
Poor scouring efficiency
Chemical Solution
Strong wetting agent
High performance scouring system
Detergent-based cleaning auxiliaries
Result
Clean fabric surface
Better dye penetration
Uniform color development
Chemical Control Strategy for Woven Dyeing
Pretreatment Control
Wetting agent ensures full absorbency
Sequestering agent stabilizes water quality
Dyeing Control
Leveling agent balances dye uptake
Anti-creasing agent protects fabric structure
After-Treatment Control
Soaping agent removes unfixed dye
Fixing agent improves durability
Industry Based Technical Insight
From woven mill operations:
70 percent of uneven dyeing comes from poor wetting and leveling balance
Shade variation increases sharply when water hardness exceeds 150 ppm
Crease marks appear more in high tension machines without lubrication support
Poor soaping leads to fastness failure even after correct dyeing
Process control at chemical level reduces defects more than machine adjustment alone.
Verified Technical Benchmarks
Wetting agent dosage: 0.5 to 2 g/l
Sequestering requirement: 0.5 to 1.5 g/l based on water hardness
Soaping temperature: 90 to 98°C for reactive dyes
Rejection cost impact: 3 to 10 percent of total production in inefficient mills
FAQ Section
Why uneven dyeing happens in woven fabric
Uneven dyeing happens due to poor wetting, weak leveling control, and inconsistent dye penetration across fabric.
How to fix shade variation in woven dyeing
Use sequestering agents for water control and leveling agents for dye balance. Maintain stable dosing and temperature.
What causes crease marks in dyeing machines
Crease marks come from fabric friction and poor lubrication during movement in jigger or winch machines.
How to improve wash fastness in woven fabric
Use strong soaping agents and proper fixing chemicals after dyeing to remove unfixed dye and stabilize color.
How to remove oil stains before dyeing
Use effective wetting agents and scouring chemicals to break down oil and improve fabric absorbency.
Which chemical controls uneven dyeing
Leveling agents control dye absorption rate and prevent uneven shade formation.
Need chemical solution for your woven dyeing plant. Contact our technical team for process optimization and defect reduction support.