02 Apr
Chemical Consumption Standard in Woven Dyeing
Quick Practical Summary
Woven dyeing plants target 1.5 g/L chemical consumption as a balanced benchmark for cost control and stable shade quality. This standard depends on substrate type, dye class, machine liquor ratio, and pretreatment efficiency. Each process stage demands controlled dosing to avoid excess chemical load, shade variation, and effluent cost increase. Bulk chemical management improves consistency across batches and reduces operator variation. Cost reduction depends on accurate dosing systems, standardized recipes, and real-time consumption tracking per machine and fabric type.
Stage Wise g/L Benchmark for Woven Dyeing
1. Pre-treatment Stage
Desizing agent: 0.8 to 1.5 g/L
Scouring agent: 1.0 to 2.0 g/L
Wetting agent: 0.3 to 0.8 g/L
Sequestering agent: 0.5 to 1.2 g/L
2. Dyeing Stage
Reactive dye salt balance: 5 to 10 g/L (process dependent)
Fixing alkali control: 1.0 to 2.5 g/L
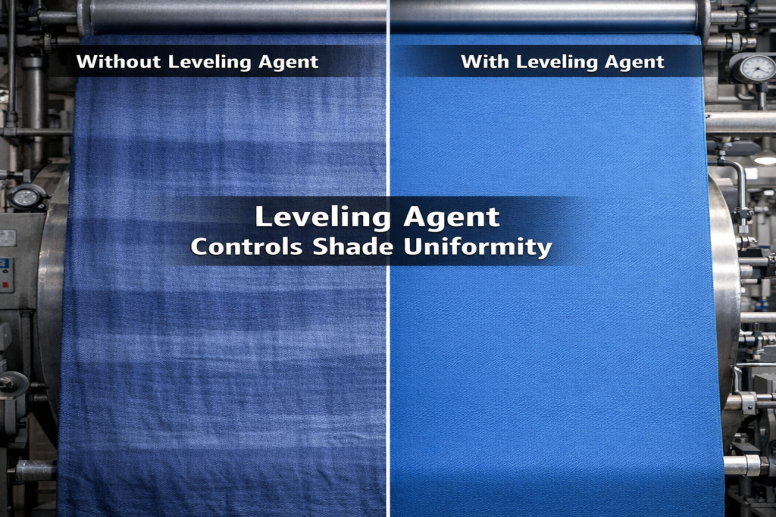
Leveling agent: 0.5 to 1.5 g/L
Anti-crease agent: 0.3 to 0.7 g/L
3. Soaping Stage
Soaping agent: 1.0 to 2.0 g/L
Detergent auxiliary: 0.5 to 1.5 g/L
Washing stabilizer: 0.2 to 0.6 g/L
4. Finishing Stage
Softener: 1.0 to 3.0 g/L
Crosslinking resin: 2.0 to 6.0 g/L (fabric dependent)
Bulk Chemical Control System
Central Storage Control
Standard drum labeling per chemical batch
Batch-wise traceability log
FIFO inventory flow system
Dosing Accuracy System
Automated dosing pump calibration schedule
Fixed recipe file per fabric type
Machine-wise chemical consumption log
Operator Discipline System
Standard recipe sheet at machine level
Supervisor cross-check per shift
Deviation report for overdose or underdose
Quality Link Control
Shade deviation tracking per batch
Reprocess rate monitoring
Chemical-to-output ratio control chart
Cost Reduction Strategy
Process Optimization
Low liquor ratio machine operation reduces chemical waste
Standardized recipe reduces rework rate
Pre-treatment efficiency improves dye uptake
Chemical Efficiency Control
High-efficiency auxiliaries reduce dosage requirement
Single multi-functional agents replace multiple additives
Batch-wise consumption tracking prevents overuse
Production Control
Fabric classification system for recipe grouping
Shade standard library for repeat orders
Machine cleaning schedule reduces contamination loss
Focus Section
Industrial dyeing units apply standardized g/L benchmarks per process stage to stabilize shade consistency and reduce chemical wastage in bulk production.
Production control systems in woven dyeing mills show reduced re-dyeing rates when dosing accuracy aligns with fixed recipe sheets and machine-wise tracking.
Textile wet processing standards from industrial practice emphasize controlled auxiliary usage across pretreatment, dyeing, soaping, and finishing stages.
Chemical consumption tracking, batch traceability, and calibrated dosing systems form the basis of reliable cost control and quality stability in dyeing operations.
FAQ
What is 1.5 chemical consumption standard in woven dyeing
1.5 g/L represents controlled auxiliary usage per liter of liquor for stable dyeing performance and reduced chemical waste.
What is g/L benchmark in dyeing process stages
Each stage uses defined dosage ranges for pretreatment, dyeing, soaping, and finishing to maintain consistency and shade control.
How bulk chemical control reduces dyeing cost
Bulk control reduces variation, limits over-dosing, and improves batch uniformity across production runs.
Which stage uses highest chemical load in woven dyeing
Dyeing stage carries highest chemical demand due to dye fixation, salt balance, and alkali control.
How to reduce chemical consumption in textile dyeing
Standard recipes, automated dosing, low liquor ratio machines, and process monitoring reduce total chemical usage.